
1)���S�i��“ҧë”���p�̺۵��ޏ�
���S�i�������Nһ��͵��ޏ͡���00#ɰ�������ɰ�����N�i���@һ�ܣ���סɰ���ɶ��������\�ӡ��Еr�ь����c�S�i�L����ȵ�ɰ����Ƥ�����K��ס�@���S�i�ϣ�����Ƥ�������K�l�l���D��ֱ���̺ۡ��ú۵����������ò��水ͬ�ӵķ������ӣ��ɸ��Ʊ���ֲڶȡ��Мϼy�ĵط�����ʯ�⡣
2)ĥ�p���S���ޏ�
�������N�c���S�iĥ�p��ĈA�Ȼ�A���ȹ���ֵ�����ڱ�1�����PҎ�������r��������ʯ�����S���õ�ľ�A�����g�A��ɰ���M����ĥ������
��1 ���S�i�c�����N�ĈA�ȡ��A���ȹ����λ��mm

ע����̖�О����ֵ����̖���˜ʹ���ֵ��
����A��A���ȹ�����ڱ�1Ҏ�������r����܇����ĥ���șC����ĥ�ɽyһ�ߴ硣��܇�����ĥ�S�i�r����횇��ֈA�ǰ돽��
�۹�ĥ����ľ�A�߃��r��00#ɰ����ĥ����S�i�Mһ�����⡣
�܈A���ϵIJ������ֹ�������Cе�ӹ�����������
�ݰ��ݵĈA�ǻ��S������ú��a�ķ����M���ޏ͡�
�ֹ��ޏ͕r���������̥���S�С����E�ǣ�
a.���S�i�A���ֳɰ˵ȷ֣����S�i�L�ȷ���̎��
b.���ȷּ�������y���S�i�ߴ硣
c.���y�õ�ʮ�ׂ�ֱ����ֵ��Ӌ�㑪�S������
d.������˵Ľ����S���˜�ֱ�������������S�i�M�С�����r��ǧ�ֳߡ�ƽ��У����ֱ���ϸ��ֹ��
e.�S������̥�����T�F�����Ƴɣ�ȡ��1/3�A�����˃ȏ��ߴ���������S�i�ߴ�Ҫ���_)�M���ޏ͡�
f.�S�iĥ�p�^����ѽ��״���ĥ���S�i�ߴ����_���O��ֵ�r���ɲ���늇�僣�ʹ�S�i�����γɽ��ه�僌ӡ���ʹ���ه�僌Ӻ����ǰ�����S�i����A���ȹ��܇����僌ӵİ돽�����0.5~1.2mm�������ˣ��^����^��������Ó�ӻȲ���僺���S�i횽��Cе�ӹ��֏͵�ԭ���ߴ硣
܇������ĥ����S�i�pС����������ԭ���S�i��5%��
3)���S�Ѽy������
�S�i�����p���S���Ѽy�r������ĥ�����������t���^�mʹ�á������Ѽyһ�㲻�������������ʹ���^�����ܑ��������Ѽy����u�U�������l�����ص��۔��¹ʡ�
4)���S������Ť�D׃�ε�У��
�ُ���׃���^������S���ɲ��ßቺУ�����������S����V���F�ϣ���������Ȳ���������M�оֲ��ӟᣬ�ضȿ�����500~550��֮�g�����ʰ��tɫ��Ȼ������ʩ�әCе�������ڼӉ��^���У��^�m�����S������λ�M�о����ӟᣬ�Ӝؑ������ßቺ��У�����S�ď�����һ����Ҫ�؏Ͷ�Σ�ֱ�������෴����ď�����ֹ��
�����S�ď�����Ť�D׃���^С�r����܇������ĥ����������܇������ĥ����S�i�p������������ԭ���S�i��5%��ͬ�r߀��������ظ��Q�S�ߡ����^��ď���׃�Σ�Уֱ�r�ķ������Բ�����ԭ��������1~1.5�����ˣ�߀��ʹУֱ������S�������ķ�������Уֱ�r������׃�εķ���ͳ̶ȣ���С�N�������L�ӹ��������S�M��“����”�����������е�����׃�Ρ�
����׃�εĵڶ��NУ��������D1�����S�ď�����Ť�D׃�οɽ�����ǧ�ֱ���l�F����ǧ�ֱ��������S�i�ϣ����S�i�ֳ�4�ȷֻ����ĵȷ֣��������D�����S���քe�y�����x��������ӛ䛡�
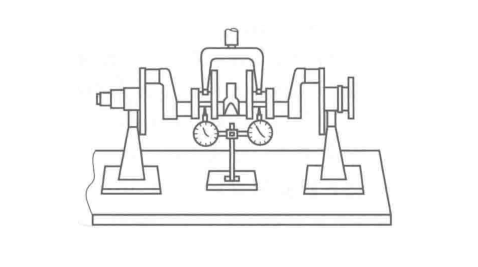
�D1 ����׃�ε�ǧ�ֱ�У����
�����S����ƽ�_��V���F���ϣ������gһ�����S�S�i���S���S�i�M�Ӊ���λ����������ǧ�ֱ�����Ì�ǧ�ֱ��|�c���ڱ��Ӊ��S�i�ď���˲����@����λ��ĥ�p���^С�������^��)��Ȼ��ֶξ��������Ӊ��������һ�Ή����������^���Ա������S�l������׃�Ρ����⣬���SУֱ�r�ķ�����Ҫ��ԭ��������һЩ���Բ����^ԭ��������1~1.5�����ˣ��@��ʹУֱ������S�������ķ�������
5)������κ۵�����
���S�S�i���F���_0.1mm�IJ�����κۣ�������ĥ�ķ������������r���t�������܇����ĥ��
6)�I��ĥ�p������
���S�I��ĥ�p���Ȳ����^5%�r�������Q�����ٻ�㊁�U���I���M���ޏͣ������ó��^ԭ�팒�ȵ�15%�����I��ĥ�p���ȴ���5%�r������a����Ȼ�����ٻ�㊼ӹ���ԭ���ijߴ硣���a���|������Ҫ���ʑ��eע�⡣
7)���S�F�����Q
���s�C���Sһ�㶼�����wʽ���ڂ��e��r�£���������Ͱ��b����������Ҫ��r��Ҳ�ɰ����S�ֳ����ɲ��ַքe���죬Ȼ���� �ቺ�������m���I�N�����û�ɲ���B�ӷ� ʽ�M�b��һ�w��
8)�������bע�����
�Ĵ��_�ӟ�t�T�������b�����S�ϣ�����r����20min����̵ĕr�g����ɡ�����������s�����S�ض�֮ǰ�����Ќ��˶��r�^����s��r�����䮔���S�c�����ز���150�����ҕrҪ�Mһ���z�����S������������λ�ã�һ���l�F���}�����̲�ȡ�m����ʩ��
�������ܟ���H���������L��������ȸ��ߴ����Û�������ڰ��bǰ���S��Ҫ�������ijߴ磬�Է�ֹ�������b����λ��
�ڹ̶������r�������S���������������տs�ļs������
���b�h���L���^���ұ��ز��Õr����ʹ��������������s�^���Юa���^��Ĝز��ˣ��ڭh���^��r���˲���һ���ı��غͷ��L��ʩ��
��Դ�����y�x��

