
1�������a���C��
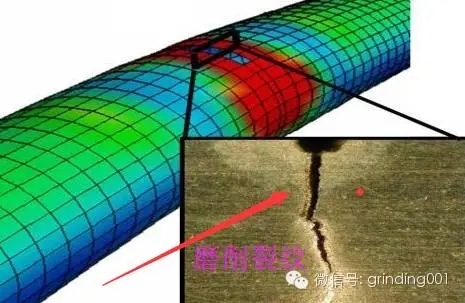
�S����Ȧ��ĥ�ӹ��У�����ĥ�����������������̄���Ħ�����ã�ʹ���ٱ���a������׃�Σ��ɹ����Ȳ����ٷ����g����λ�Ʈa����Ħ�����l(f��)�ɰ݆�����r�������ڹ������ٶȺܸߣ��c��������a�����ҵ���Ħ�����l(f��)�ᣬ�����ÿ�wĥ�ϵ���������˲�g�ģ����������Ҳ��˲�g���ֲ��ܼ��r��ɢ��������ĥ���^(q��)���˲�r�ض��^�ߣ�һ����_��800��1500�棬���ɢ���ʩ���ã���������ɹ�������ğ�����Ҳ�����ڹ����ı�ӣ�һ���Ў�ʮ�������ף��l(f��)�����δ�ߜػػ��Ɖ��˹�������ĽM�������ۿ��Կ������صğ�����������F(xi��n)���صĽ��Sɫ���ɫ����Ĥ���p�ğ����tҪ��ϡጵ�������Һ�����g�����^�������������λ�ʺ�ɫ����������������ʹ�É�����
2���A����������
���ڟ�����ĥ���^(q��)��a�������ğ�������δ���rɢ�l(f��)��ɵģ���˱��������횜pС�����Įa�������ٟ�����ɢ�l(f��)��Ҳ���ǜpСĥ���r�ăȡ���Ħ������ʹ�����õ������Ч����s������sҺ���v����ɷ֝��Ҫ���m������������Ҫ��֣��_������ϴ���ã��_ˢɰ݆��������Ħ������s�͝������ã���
�p��Ħ����Įa�����K����Ҫ�p��ĥ���r�ăȡ���Ħ�����@Ҫ�C�Ͽ��]����������أ��pСĥ����ȣ�ʹ��������׃�ΜpС����Ħ���pС���Ķ��p��ĥ�����߹����D�٣�����ĥ������ͨ�^ĥ���^(q��)��ĕr�g�s�̣��ɜp��ĥ����ľ۷e����ɰ݆���ԁ��v��ĥ��Ӳ�ȸߣ��t�������ܺã��ɜp�ٰl(f��)�ᣬ��ĥ��Ӳ�Ȳ���̫Ӳ���M������̫������tĥ�g��ĥ�ϲ���Ó�䣬ĥ���g����������ʹɰ݆�����������ܣ������ӹ����cɰ݆�Ľ��|��e���ڹ������揊�ҔD����Ħ�����ض����ߡ���˞��������ұ��Cĥ��Ч�ʡ��������ȣ��ڴ�ĥ�r�̲���Ӳ�ȵ͡��M��̖���ɰ݆���x���^���ĥ����ȣ��ڽKĥ�r�x���^Ӳ�ģ��M��̖�^С��ɰ݆�����C��Ч����ɰ݆�����x���^С��ĥ����ȣ�����ĥ�����ȸߡ�Ӳ�ȸߺ͌����Բ�IJ��ϣ��ײ����^С���M�o������߹����D�٣�����Ч���������
3�������N�

�ڌ��H���a�������¾��w���ؿ���ɟ�����
��1����ˇϵ�y(t��ng)��ӡ��C����Ӻ�Һ��ϵ�y(t��ng)��������(w��n)�������˲�g������ĥ��������ɟ������˕r�����ع����������y�ֲ���Ҳ����y������
��2��ɰ݆����������ʹĥ�ϲ��h������ɟ������˕r������ɰ݆ĥ�۷ֲ���Ҳ�Є��۟�����
��3���o�ĊA�����������֧���Ʉӣ��������a��˲�g���ӣ������������
��4��ĥ����������ĥ����Ȳ�һ�£����a���ֲ�������
��5��ɰ݆�^Ӳ���M�o���^�����D���^�ߣ������ٶ��^�ߕ�����ɰ݆��������������ʹ��������a������������
��ƽ��ĥ��
ƽ�湤��������ʽ���^ĥ����ĥƽ��r�������_��(zh��)�в���Ҏ(gu��)������r�£������N���ؕ����������
a.ɰ݆�S�Z�ӣ�����˲�gĥ��������������˕r횾oɰ݆�S�S�л���Q�S�С�
b.�����_�űP���ӻ��D�ٲ�����������˲�gĥ�������������횙z�űP�p�����ĸ��N�M����݆���U�ȡ����Qĥ�p����
c.�űP����С���ţ��@��ʹ�����ڴűP�ϴ�����������z�ޣ����{���䡢�˴ž�·��
d.�����г̶�λ���`�����г��_�P���|���û����͜p�����M��ĥ�p��݆���U�C���������i����ʹ�ϰ���_��ײ�������Ӷ���ɟ�����ͨ�^�p����ƽ��ĥ����M7675ϵ��ĥ������ԭ�����ɟ�����
�����ό���ĥ�p����ƽֱ�����ϲ�����
���cɰ݆�����治ƽ�У�
��ɰ݆�����M��̫С,ʹɰ݆�⾉�Г���������,��ɰ݆׃�g��
����Aĥ��
�o��ʽ��Aĥ����M1083��һ�������N������r��
���M���а����С��_����ʹ�M������Ȼ���������������{��Ш�F����ϴ�����ϰ����Ќ��塢�z�z�ܡ��zĸ�����Qĥ�p����
��]�{�����m�������̎ĥ���^�࣬ǰ���ן������ڳ���̎ĥ���^���t�����������κ��E��
���M�����^������Ԫ�����|��������ʹ���^����ڹ��������l����ʹ�`��ͣ�D���˕r�������˵���
�ۃȽ�ĥ��
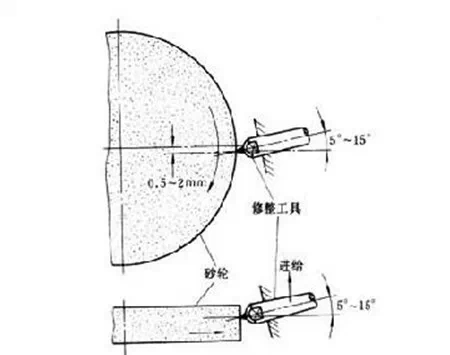
�ȏ�������ĥ���rɰ݆�c�����Ľ��|���^�L���a���ğ����^�ࣻ��sҺ�����䵽ĥ���^(q��)��ɢ��l�����Ш���y��������ɰ݆���@Щ�������ĥ���ߜص�ԭ��������sҺ��횳����Ч��ɰ݆Ҫ���r��Ч������ĥ�����ţ�2105551090 ��MZ208ϵ�ЃȈAĥ������ɰ݆�������a���C����횿ɿ�����t���l(f��)������������ɰ݆����ɟ��������@C���a���C���ǿ��L��ĥ�����Ӂ�팍�F(xi��n)�ģ����ܴ_��ÿ�ζ��õ���ͬ���a������Ŀǰ�^�����r�nj��a���C���ɝL��ĥ���C���Ğ鲽�M늙C�C����
�ܜϵ�ĥ��
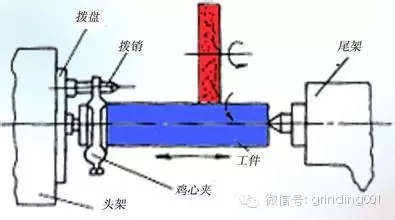
���[�^ĥ������ɰ݆�����J��Ҫ����һ�������z�Y�τ�ɰ݆�������ĥ���^(q��)��ĸߜ��£����z�Y�τ����ϻ�׃�࣬׃�g��ĥ���ڔ[������Ó�䣬��ˣ���ʹɰ݆���������h����������ĥ�����v����ɰ݆�����Π������Ҫ����һ�����^Ӳ��ɰ݆�������J���^�����Ҫ������Ч����������sҺҪ��֡�����Ϲ�����v��������������Ĺ�����s����Ȟ���Ҫ����������ɰ݆�����D�ٲ�ͬ�����ɰ݆ĥ�p�̶Ȳ�����Ҫ��������Ч��Ҫ�ã����������D�ٶȾ���ƽ��(w��n)���a���C��Ҫ�ɿ���ͬ�r����ʯҪ�J�����P��λ�Ñ�����ɰ݆����1��2mm����t�������r��������ӣ�Ӱ�����Ч����
����Դ��ĥ��ĥ��ĥ����
������wԭ����C�����У�

