
���N�m�˵�Ӳ܇���ߣ�����ʯ���ߡ�CBN���ߡ��մɵ����Լ�Ϳ��Ӳ�|(zh��)�Ͻߵȣ���(sh��)�F(xi��n)�ˌ�(du��)��Ӳ�(Ӳ�Ȟ�45~68 HRC)��Ӳ܇����������ʯ�����c�F�������ڸߜ���(hu��)�l(f��)�����W(xu��)����(y��ng)������һ�㲻���������S��䓲��ϣ��մɡ�Ӳ�|(zh��)�Ͻ�������Ӳ�ȴ���50 HRC�Ĵ�Ӳ䓹����r(sh��)�����ʬF(xi��n)���^�����������ܡ���ˣ���(du��)���S��䓵�Ӳ܇���m�ϵĵ��߲���߀�Ǹ��CBN���ߡ�
�mȻĥ��������(du��)�^�ߵ��M(j��n)�o�������ܮa(ch��n)�����õı��澫�ȣ���Ӳ܇�ڲ�ʹ����s���ėl���£������^�͵�������Ⱥ��M(j��n)�o���ʣ����ĥ��������Ҏ(gu��)Ӳ܇��Ҳ�ܿs�p���_(d��)60%�ļӹ��r(sh��)�g������ȥ�����@����ߣ��ӹ����澫���cĥ���ஔ(d��ng)�������á����⣬�ಽӲ܇������ֻ��δ��O(sh��)�������ĥ����Ҫ����O(sh��)�����@Ҳ������ͨ�^(gu��)Ӳ܇���_(d��)���߾��ȡ�
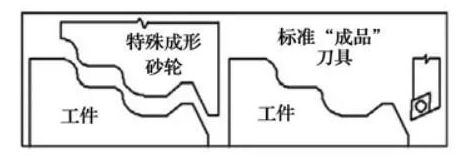
ĥ���cӲ܇
��������(sh��)��Ӱ�����������Ҫ���ء���������(sh��)�x��(d��ng)����(hu��)�a(ch��n)���^�ߵ���������Ӱ푱���ӹ����ȣ���(du��)�����Լ�����(g��)����������Ӳ܇�������l���c��Ҏ(gu��)���ϵ�܇���кܴ�IJ�ͬ����Ҫ��(du��)�������M(j��n)�������о���
��(gu��)��(n��i)��������о���������Ӳ܇�����ӹ��У��������һ��С�ڵ���A���돽/���^�돽���������������������h(yu��n)��������2��(g��)�����ϵ����������@�Єe�ڂ��y(t��ng)�����^(gu��)���Џ�����ֻ������������0.3��0.5��������ھ����o����(d��ng)�B(t��i)���Ե���Ƽӹ�ϵ�y(t��ng)�в��ܺ�ҕӲ܇�^(gu��)���еď�������Alexandre��(du��)���˲�ͬ����(�մɵ��ߡ���ͬCBN������PcBN����)�����S��䓕r(sh��)���l(f��)�F(xi��n)������(g��)�����ϵ��������У������������������������M(j��n)�o�������ܶ��о��W(xu��)�߰l(f��)�F(xi��n)����܇���l���£����ڵ͜��Լ��eм��( BUE)���γɣ���Ӳ܇�^(gu��)���Е�(hu��)���F(xi��n)�^�ߵ������������������ڸ��������a(ch��n)���^�ߵ������ض�����˹������ϵğ�ܛ���������������(hu��)�S�����ٶȵ����Ӷ��pС���������S�M(j��n)�o�ٶȡ���������Լ����^�돽�����Ӷ����ӣ�����������Ȍ�(du��)��������Ӱ푣��M(j��n)�o����֮�������ٶȵ�Ӱ��^С�����������ˆT������ͨ�^(gu��)��(j��ng)�(y��n)��ʽӋ(j��)�㡢������Փģ���Լ�����Ԫ����ȷ����A(y��)�y(c��)Ӳ܇���r(sh��)�a(ch��n)���������������ڌ�(sh��)�F(xi��n)�S��䓵ľ���Ӳ܇�����g(sh��)������(y��ng)�ڌ�(sh��)�H�о��nj�(du��)���������������ٶȡ��M(j��n)�o�����������/���Ե������ă�(y��u)���x��
1�������ٶȵ��x��
ᘌ�(du��)��ͬ�ĵ��ߡ��������ϣ������ٶȵ��x�������ͬ����Ӳ܇���^(gu��)���У�����Ӳ���^���m��(d��ng)��������ٶȣ������ڼӴ����ϵ�ܛ��Ч��(y��ng)���pС������������(d��ng)�����ٶ��^(gu��)�ߕr(sh��)���^��������ضȕ�(hu��)�ӄ����ߵ�ĥ�p��ʹ�ӹ��|(zh��)���½�����(d��ng)���F(xi��n)�ӟ�ܛ�������������pС�r(sh��)�������ٶȕ�(hu��)�_(d��)���R�緶������ˣ������x����(sh��)������(n��i)�����е���������Լ�����(du��)�^�����m�˵������ٶȣ���(hu��)����(ji��)�ܣ��������ٶȞ�200��250 m/min��
2���M(j��n)�o�����x��
�^(gu��)����M(j��n)�o����(hu��)��(hu��)�����������(d��ng)��Ӱ푼ӹ������|(zh��)������ˑ�(y��ng)�x���^С���M(j��n)�o��������ٕr(sh��)0.06��0.09 mm/r�����ٕr(sh��)�����^(gu��)0.15 mm/r��
3��������ȵ��x��
�������һ���0.10��0.25 mm��������Ȍ�(du��)������Ӱ푣��������^(gu��)������ӹ�׃�Σ�Ӱ푼ӹ����ȡ�
��(l��i)Դ���S���s־��
�����(qu��n)�wԭ����C(j��)��(g��u)���У�

